
Аппараты сварки ПНД труб типа ZEEN. Компания Nowatech.
Рассмотрим аппараты сварки ПНД труб типа ZHCB такие как: ZEEN-1500 и ZEEN-4000 для электромуфтовой сварки. Их характеристики, процесс электромуфтовой сварки.
Ведение.
Электромуфтовые аппараты ZEEN-1500/4000 изготовлены в соответствии с требованиями последних стандартов и директив. Предназначенны для сварочного оборудования для полимерных труб. Особое внимание уделялось аспектам безопасности.
«Инструкция по эксплуатации» является неотъемлемой частью устройства и предназначена для использования до, во время и после его запуска, а также в любой момент, когда в этом возникнет необходимость.
Важно! Источник питания 230 В должен иметь жилу заземления, защиту от утечки тока и его превышения. Строго запрещается подключение устройства к сети, не имеющей нейтрали и заземления
Конструкция аппаратов для сварки ПНД труб ZEEN-1500, ZEEN-4000.

Передняя панель ZEEN-4000.
1. Главный выключатель
2. Сигнальный диод «ПИТАНИЕ»
3. Сигнальный диод «СВАРКА»
4. Дисплей
5. Клавиатура управления
6. USB-порт для передачи данных
7. Порт RS-232 для подключения сканера
Передняя панель ZEEN-1500. 
1. Главный выключатель
2. Сигнальный диод «ПИТАНИЕ»
3. Сигнальный диод «СВАРКА»
4. Дисплей
5. Клавиатура управления
6. USB-порт для передачи данных
7. Порт RS-232 для подключения сканера
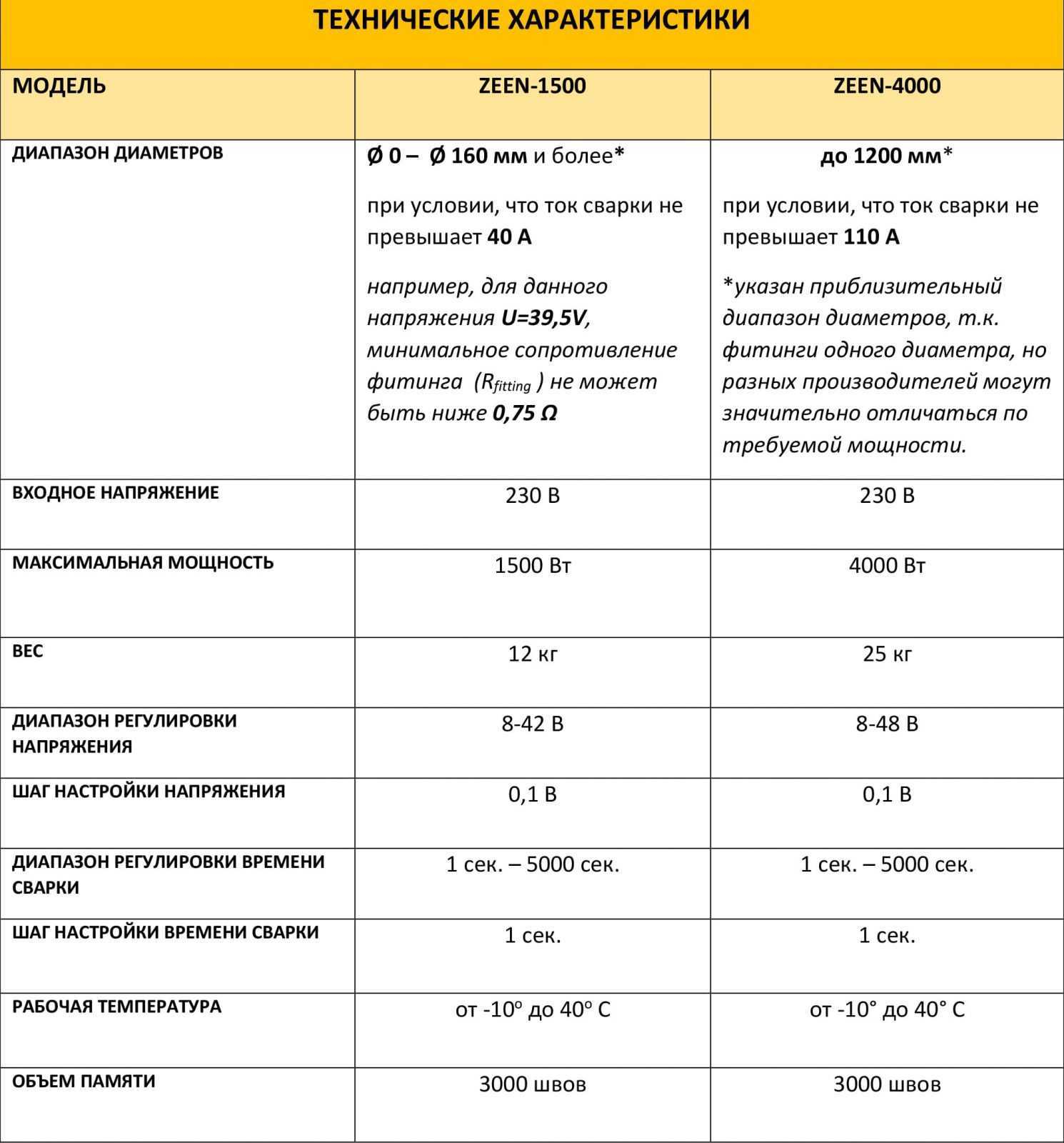
Технические характеристики аппаратов для сварки ПНД труб ZEEN-1500, ZEEN-4000.
Внутреннюю конструкцию устройства можно разделить на несколько функциональных блоков: микрокомпьютерная система контроля параметров напряжения, таймер текущего времени и даты, таймер сварочного процесса (время сварки и охлаждения), LCD-дисплей, клавиатура и тороидальная схема преобразования. А также специальная микропроцессорная система управляет функциями измерения напряжения и тока, которые передаются фитингу. Устройство оснащено датчиками наружной температуры и температуры трансформатора, предотвращающими перегрев.
Системы, описанные выше, установлены в пластиковом корпусе с классом защиты IP65, и вся конструкция вмонтирована в металлический транспортировочный ящик. Опционально устройство может поставляться в металлической раме в комплекте с алюминиевым транспортировочным ящиком.
Основные технические параметры представлены в таблице ниже:
Электромуфтовая сварка.
Электромуфтовая сварка заключается в соединении концов труб из полимеров (например, ПЭ – полиэтилен) с помощью электросварных фитингов (муфт, тройников, редукционных переходов, отводов, заглушек и седелок). Процесс сварки заключается в подаче тока четко определенных параметров на спираль, установленную на внутренней поверхности фитинга. Электроэнергия преобразовывается в тепло и расплавляет полиэтилен в фитинге и трубе, который пластифицируется, соединяя детали и заполняя пространство между ними. После охлаждения и кристаллизации полиэтилена соединение является прочным, устойчивым и надежным.
Преимущества использования полимерных материалов.
- Устойчивость к коррозии и осаждению накипи, независимо от степени агрессивности рабочей среды;
- Очень гладкая внутренняя поверхность трубопроводов с чрезвычайно низким
коэффициентом шероховатости и отсутствием характерных для других методов порогов; - Меньший вес по сравнению с аналогичными элементами из нержавеющей стали;
- Очень низкая теплопроводность;
- Высокая химическая стойкость;
- Надежность и герметичность соединений;
- Очень простой и быстрый монтаж;
- Длительный срок службы трубопроводов, превышающий 50 лет.
Критерии электромуфтовой сварки.
Надлежащее выполнение сварки электромуфтовым методом возможно только тогда, когда используемое
оборудование обеспечивает полный контроль таких технологических параметров, как:
- Стабильность параметров во время рабочего процесса;
- Необходимые напряжение и ток сварки фитинга;
- Продолжительность процессов сварки и охлаждения;
- Благоприятные атмосферные условия (сварку запрещено выполнять при температуре окружающей
среды ниже 0 °С, а также во время тумана и дождя – независимо от температуры).
Сварочный аппарат должен иметь действующий сертификат калибровки, выданный производителем или его официальным представителем. Для нового продукта срок действия такого сертификата составляет один год с момента продажи. Через год эксплуатации сварочный аппарат должен пройти “Калибровку изделия”, выполняемую производителем или официальным представителем, по результатам которой выдается соответствующий сертификат. Срок действия сертификата калибровки составляет 1 год.
Инструкция по сварке.
Электромуфтовую сварку необходимо выполнять в соответствии со следующими общими принципами, а
также конкретными рекомендациями производителя используемого фитинга.
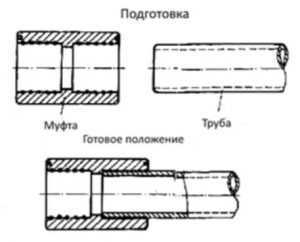
- Подготовьте зону сварки;
- Очистите концы труб;
- Концы труб должны быть обрезаны прямо;
- Если присутствует овальность труб, используйте приспособления для скругления;
- Проверьте соответствие фитинга типу трубы (по диаметру и SDR);
- С помощью маркера отметьте глубину вставки трубы или зону зачистки (при использовании седелок);
- Используйте маркер, чтобы отметить зону зачистки;
- Зачистите слой глубиной 0,1-0,2 мм. Рекомендуется зачистить зону с небольшим запасом. Следы зачистки
должны быть видны и после установки фитинга на трубу; - Проверьте правильность зачистки;
- Очистите трубу с внутренней и наружной стороны, очистите внутреннюю сторону фитинга. Используйте
правильные чистящие средства: этиловый спирт, специальные салфетки для очистки ПЭ труб; - Еще раз отметьте глубину вставки фитинга;
- Вставьте трубы в фитинг на отмеченную глубину. Труба и фитинг должны быть сухими;
- Поместите трубу и фитинг в позиционер, в случае использования седелок устанавливайте их на трубу в
соответствии с рекомендациями производителя; - Убедитесь, что у сварочного аппарата есть отметка CE и действительный сертификат калибровки, а источник
питания соответствует параметрам устройства; - Подсоедините кабели к фитингу;
- Включите сварочный аппарат;
- Настройте параметры сварки фитинга в соответствии с информацией, предоставленной его производителем;
- Начните процесс сварки;
- Убедитесь, что процесс прошел успешно (во время сварки не было сообщений об ошибках);
- Оставьте конструкцию в позиционере на время 1,5e [мин] (e- толщина стенки трубы);
- После завершения времени охлаждения, сварочный аппарат можно отключить от розетки питания и
отсоединить кабели от фитинга; - Номер шва/дата/номер сертификата сварщика нужно отметить на трубе рядом с выполненным соединением;
- Запишите параметры сварки в протоколе.
Примечания к процессу сварки.
- Сварочный аппарат является электрическим устройством. Необходимо следить за надлежащим
состоянием штепсельных вилок, электрических удлинителей, стабильностью работы генератора. - Все операции на этапе сварки необходимо выполнять с особой осторожностью.
- Торцы труб всегда необходимо очищать скребком для снятия оксидного слоя, а фитинг обезжиривать
этиловым спиртом. - Резку труб выполнять с помощью специальных ножниц для пластика или труборезов.
- Развернутые из бухты концы труб выровнять и закрепить в специальном позиционирующем
приспособлении, например, PUZN-110 производства Nowatech.
Инструкция по безопасной работе.
- Перед подключением устройства к источнику питания убедитесь, что все кабели находятся в исправном
состоянии; - Не используйте поврежденные электрические устройства;
- Убедитесь, что параметры питания соответствуют требованиям аппарата. Не подключайте устройство к
неподходящим источникам питания; - Источник питания 230 В должен иметь жилу заземления, защиту от утечки тока и его превышения.
Строго запрещается подключение устройства к сети, не имеющей нейтрали и заземления; - Кабели питания должны быть типа OW или OP и соответствовать необходимым стандартам;
- Не меняйте и не модифицируйте штепсели;
- Электрогенератор должен быть выбран правильно: выходное напряжение – 230 В (10%), мощность в
зависимости от модели сварочного аппарата. Также генератор должен быть адаптирован для работы с
электронными системами. Работа с другим напряжением может повредит электрические и электронные
системы устройства; - Устройство должно быть защищено от ударов, дождя и влажности;
- Нельзя оставлять устройство без присмотра, особенно при подключении к источнику питания;
- Нельзя работать под линиями проводов или вблизи вышек высокого напряжения;
- Запрещается использование аппарата неподготовленным персоналом;
Запрещенные действия.
- Не используйте аппарат не по его прямому назначению;
- Не используйте аппарат с неисправными кабелями питания;
- Ремонт и регулировка должны производиться только авторизованным персоналом;
- Неподготовленному персоналу запрещается работать на аппарате;
- Не используйте аппарат с истекшим сроком калибровки. Раз в год необходимо производить калибровку
аппарата. - Не нарушайте требования данной инструкции и технологию сварки.
Ремонт и обслуживание.
При обнаружении неисправности выключите устройство, отсоединив вилку от источника питания. О факте неисправности необходимо доложить руководству. Гарантийный и послегарантийный ремонт осуществляется после доставки в сервисный центр производителя или авторизованного представителя.
Устройство не требует специального технического обслуживания, только содержания основных элементов в чистоте.
В соответствии с требованиями к сварочным аппаратам, устройство должно проходить ежегодную проверку в сервисном центре производителя или его авторизованного представителя. В ходе процедуры проверяется исправность работы аппарата и при необходимости выполняются необходимые ремонтные работы. Процедура подтверждается соответствующим сертификатом.
Все характеристики данных аппаратов вы можете посмотреть здесь ZEEN-1500 и ZEEN-4000.